WIRE FLAME SPRAY
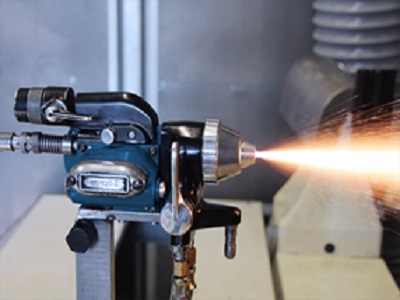
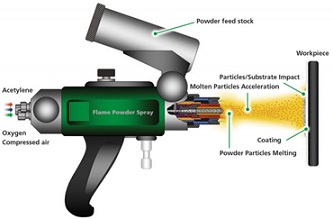
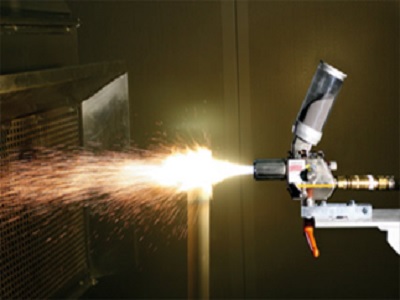
Wire flame spraying process uses metals and alloys in wire form as its spraying materials, and combustion flame or electric arc as its heat source. The molten materials are sprayed onto the surface of the subject to form the coating. All metals and alloys in wire form are available for the material, such as copper, bronze, stainless steel, high carbon steel, molybdenum and low melting point metals including aluminum, Zinc and others.
Characteristics of wire flame spray process
The subjects to be sprayed are not affected by high temperature, which keeps the dimensional stability and morphological stability, causes no cracks, no strength reduction.
The coating with broad range of its thickness is available.
The coating contains harder particles than those of original materials and hard ingredients including metal oxide, nitride, carbide and etc., which provide high level of wearing resistance.